
a blog of ideas and improvements
for tormach cnc mills
articles | plugins
| for sale |
about | contact
|
|||
 To escape the expense of the popular MicroARC, I
have owned this 4th axis for a couple years: To escape the expense of the popular MicroARC, I
have owned this 4th axis for a couple years:https://www.amazon.com/dp/B07B2RTBGZ Along with the required driver: https://tormach.com/4th-axis-drive-and-screw-kit-m-mx-38954.html ^-- You can also buy an Amazon driver for way less. Naturally, for 1/10th the cost comes 10x the work (maybe twice the work)... |
|||
|
|||
|
|||
|
|||
|
|||
|
|||
|
|||
|
|||
|
CUSTOM ADMIN COMMANDS FROM MDI LINE - v1.00
|
|||
|
|||

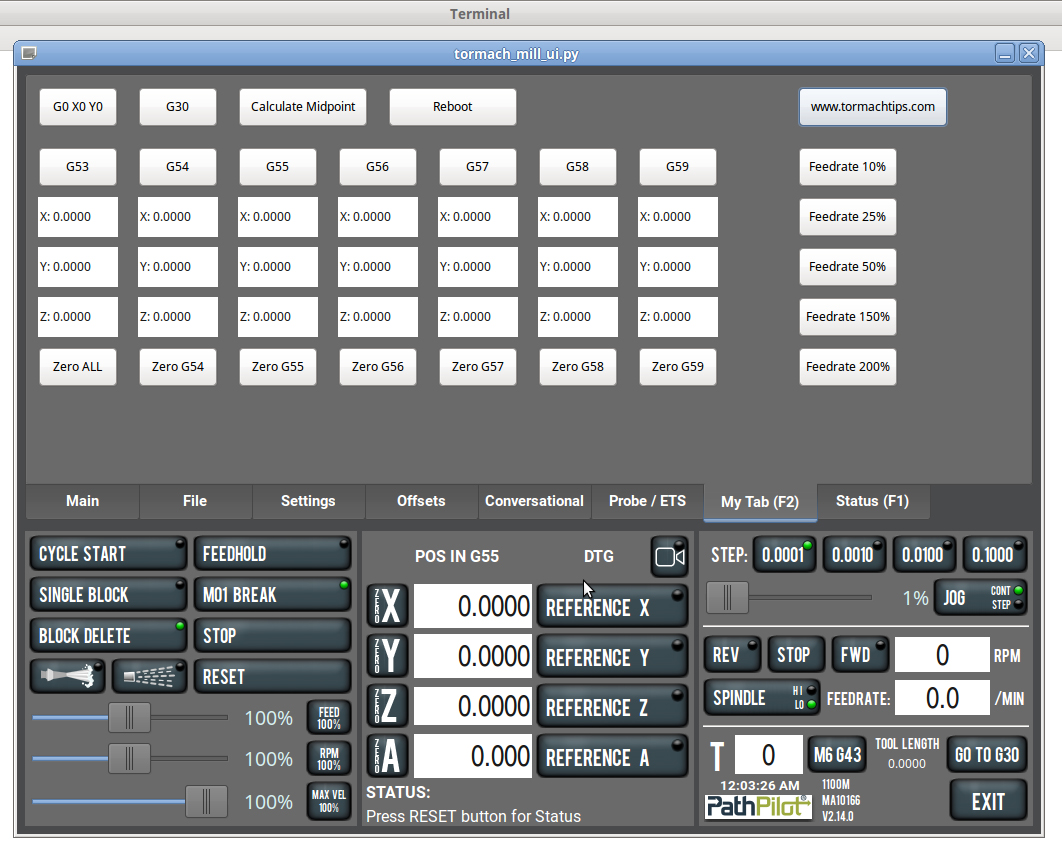
 I'm not sure I'll do a write-up on this, unless I get some interest. But here is a video of me tinkering in the UI, where I've added my own tab to the main screen with some custom buttons and functions. In other news, Glade and Python both are a pain in the butt and anyone arguing otherwise doesn't remember a time of simpler languages. |
|||
|
|||
|
You can type things in PathPilot from the MDI line
like ADMIN CALC to open calculator or ADMIN DISPLAY for display settings. But wouldn't you like to be able to type ADMIN REBOOT or ADMIN GEDIT (opens text editor) or ADMIN TERM (opens terminal window)? With AutoKey, all this and more is at your fingertips... |
|||
|
|||
|
Say you have an .nc written for only one WCS
(G54). If you only have one tool (and
thus zero tool changes), you can add another WCS (G55) by simply copy pasting
the code and inserting a quick between the pasted material. But things get a bit messy when you have tool changes. You want to stay efficient by cutting G54 with tool one, moving to G55 and cutting with that same tool THEN performing the tool change. This script will do that copy pasting for you. |
|||
|
|||
|
|||
|
|||
|
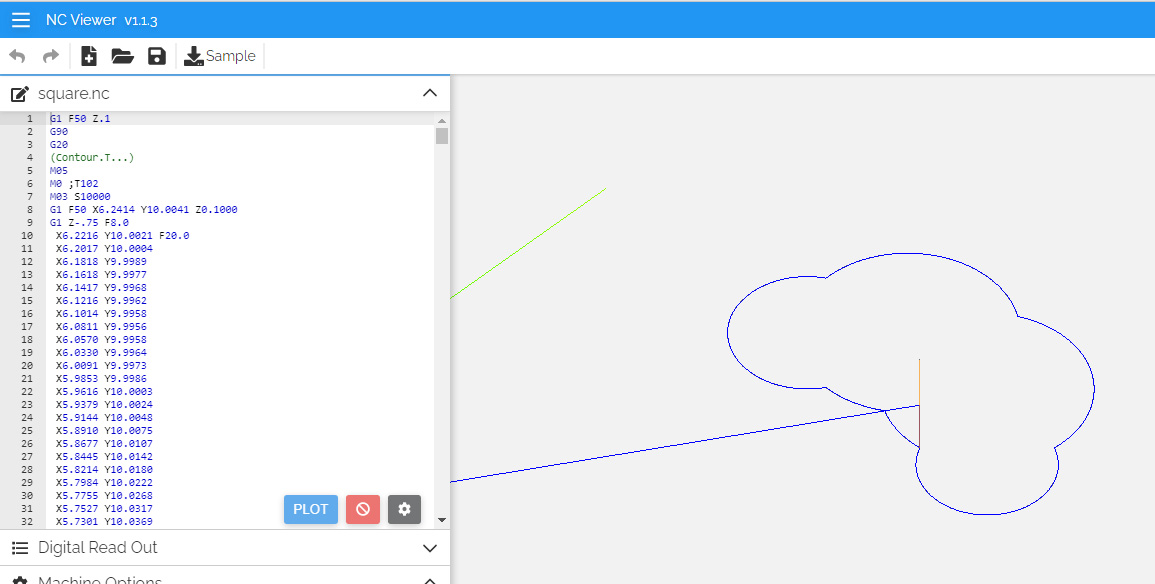
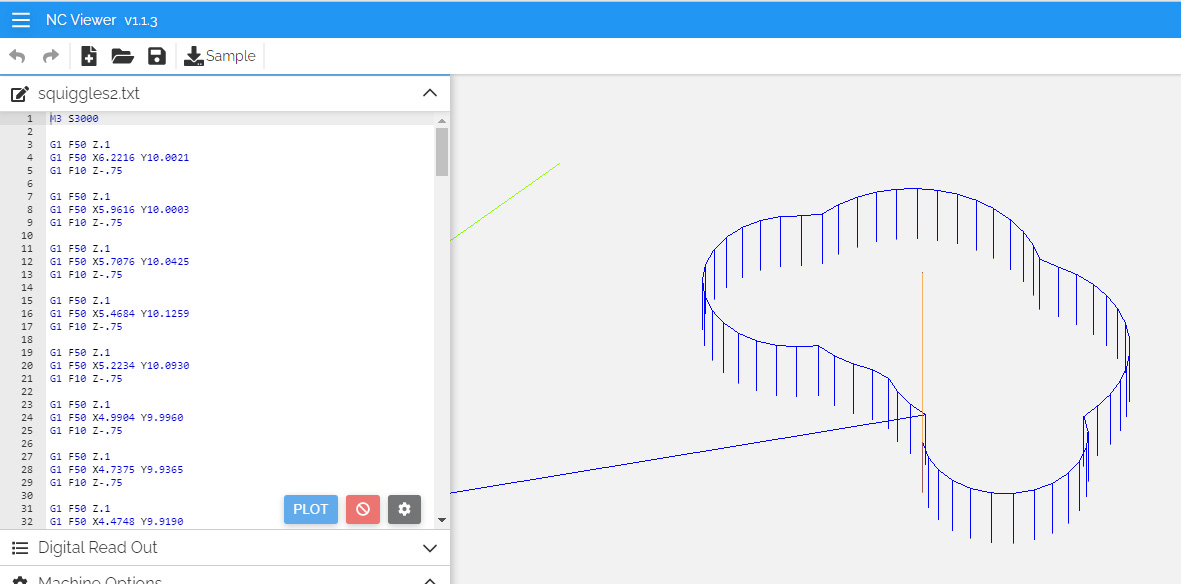
This script
will drill a series of pilot holes, at an on-center distance of your
choosing, around the outline of your project, so
your end mill isn't hogging out 100% material, especially at depth...
|
|||
|
|||
|
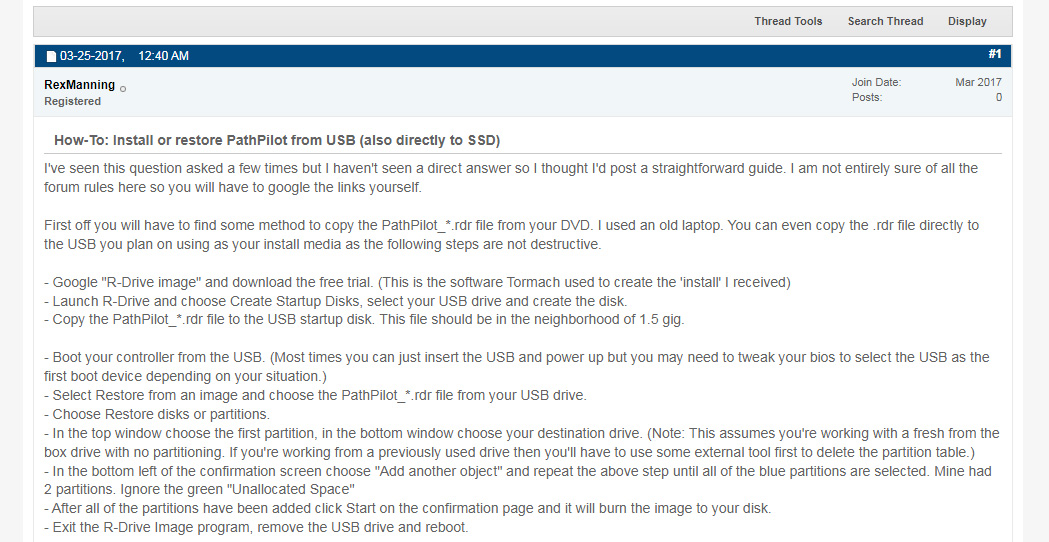
The following are notes on how to backup and restore Pathpilot without the $25 + shipping USB stick. RexManning's guide, here, [screenshot 1 and 2] was critical in helping me find Pathpilot Jesus. Tormach's official guide is here. Understand that I'm not trying tp screw Tormach out of $25 (no one reads this site anyhow), but I have bought more than TWO of these sticks, and lost them both. Also, your machine may be down RIGHT NOW, and you can't wait 2-5 days for delivery... |
|||
|
|||
| https://www.youtube.com/watch?v=SQeADQI0xVM | |||
|
|||
|
https://www.youtube.com/watch?v=GQDtVp7OWyI Open a website via the MDI line. Create a file with the following contents.... (click the link above) |
|||
|
|||
|
Here is the edit to save time with the factory G37 ETS subroutine. The factory routine is much safer, but if you know what you're doing, this saves a lot of time. Step 1 will alter the initial move to the ETS so it doesn't climb to the very top of the machine, wasting time. Step 2 will alter the ending retract after you set a tool length, which also wastes time. You can do either or both steps. This will probably not survive PathPilot updates. Perhaps David Loomes can chime in with...(click the link above) |
|||
|
|||
 This
script will rise 1", travel to X0 Y0, then probe Z. Useful, for example,
immediately after probing bosses in X and Y. This
script will rise 1", travel to X0 Y0, then probe Z. Useful, for example,
immediately after probing bosses in X and Y.
o<riseandcenter> sub |
|||
|
|||
|
Inject
audio confirmation anywhere in your gcode ("Program done", "Op 1 done", etc),
with or without user intervention. |
|||
|
|||
 I
live in the city. In an American city. With presumably reliable electric
service. That I pay through the nose for. I
live in the city. In an American city. With presumably reliable electric
service. That I pay through the nose for. I also have not one, but two, gas generators, and because I went to the expense of putting in a bypass panel that allows me to run (most of) my house off those generators, we almost never lose power. In 13+ years, I've lost service maybe six times at this property and only once longer than a few minutes... |
|||
|
|||
|
LINES REMAINING is the same idea and will append how many lines until the next op (or end of file) to each line in your program.
|
|||
|
|||
|
A simple probing routine for bosses when you
want to (or can only) probe one axis. Similar to the A-axis probing routine, but
faster. Can easily be edited to an X BOSS probing routine.
|
|||
|
|||
|
Temperature-controlled and RPM-adjustable fans
for your steppers / servos and a big ol' desk fan for the cabinet. Quieter when
running, silent when e-stopped and longer lasting components.
|
|||
|
|||
|
One button Cycle Start? YES. Now that I have your attention: Are you ready to increase your workflow by an exponential amount? Are you ready to throw your mouse and touchscreen in the trash? Are you prepared to perform a mod so useful that you'll never be able to use your machine without it ever again??? In this article, I teach you how to write and bind hotkeys for every action imaginable. One-click zeroing? Yes. One-click probing? Yes. One-click whatever you want.
|
|||
|
|||
|
Everyone wants to receive notifications via gcode, but no one has written a clear, concise guide. Until now. This is is a multi step
process, but none of it is too difficult, nor is it harmful to the controller.
But, you will be digging behind the scenes of the Pathpilot user interface.
|
|||
Upcoming articles:
|
|||
|
So, someone correct me if I'm wrong, but
Tormach used to offer a foot pedal for the PDB and possibly still does if you
have an ATC. Well, I don't have an ATC, but I do have two feet and twenty tools to swap out. [ coming soon ] |
|||
|
|||
|
By far, the hardest thing for me, and many
other aspiring prosumer machinists, to grasp, is how the HELL do you accurately
flip two-sided parts.
There are a lot of videos and guides out there. Some work, some don't. Some are intuitive, some aren't. Here's what I came up with that makes the most sense, and is simplest, for me. [ coming soon ] |
|||
|
|||
| My (probably wrong) opinion on why WD40 is an excellent choice for an excellent surface finish on both your work and your tools. [ coming soon ] | |||
|
|||
|
A couple ideas on monitoring your machine when
you're dumb enough to walk away from it. And how to log into the machine (and control it!) from another computer, or even your phone. [ coming soon ] |
|||
|
|||
|
|||
|
|||
|
|||
|
|||
|
|||
|
|||
|
|||
|
|||
|
|||
|
|||
|
|||
|
|||
|
|||
|
|||
|
|||
|
|||
|
|||
|
|||
|
|||
|
|||
|
|||
|
|||
|
|||
Tormachtips.com is an independent venture and not affiliated or funded by Tormach Inc in any way.









{kind=link}
{kind=link}