|
This script
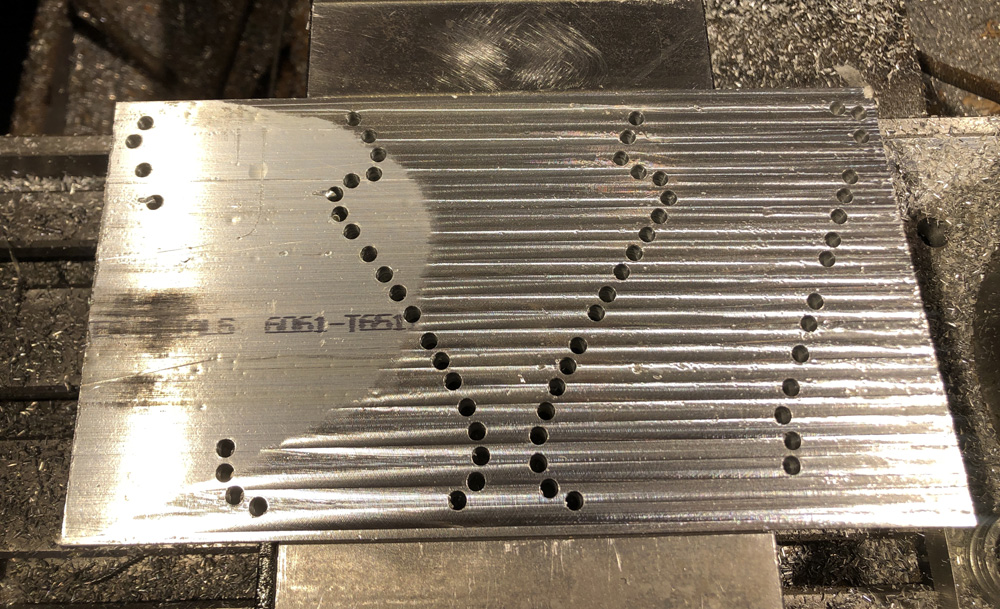
will drill a series of pilot holes, at an on-center distance of your
choosing, around the outline of your project, so
your end mill isn't hogging out 100% material, especially at depth.
How to use:
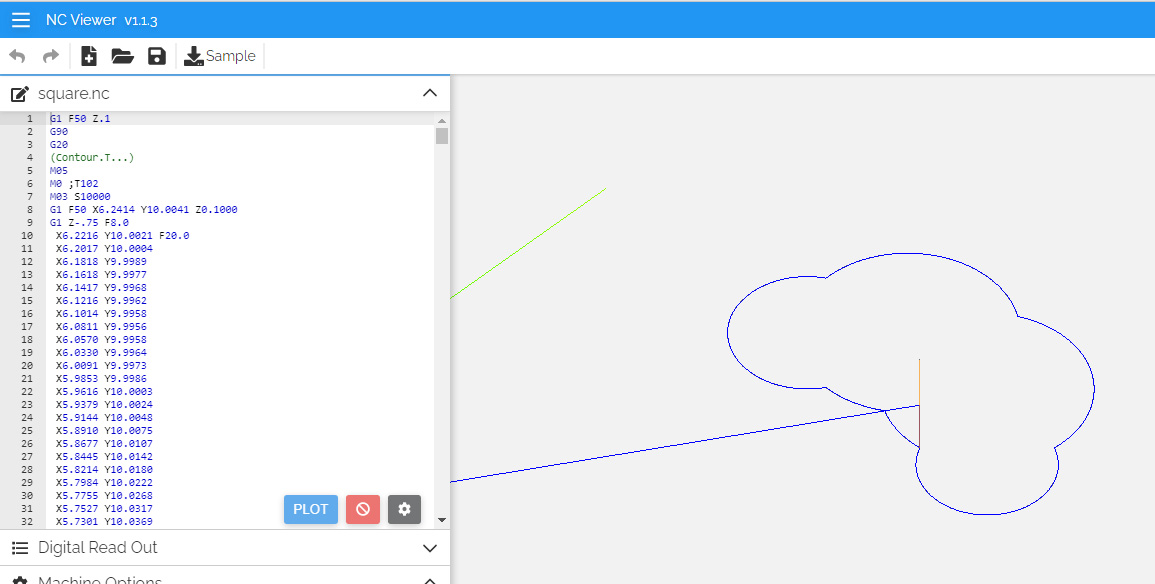
- You need a "pencil" toolpath of your work;
an outline.
- If you're using tabs, this will drill
through them, so either make a new op with exclusion areas over your tabs,
or have enough tab material that the holes won't matter.
- The script, right now, does not understand
F codes, M codes, G codes, moves in
Z, etc. It will skip all lines except those containing X moves and Y moves.
- It ONLY understands lines containing X, Y
or both.
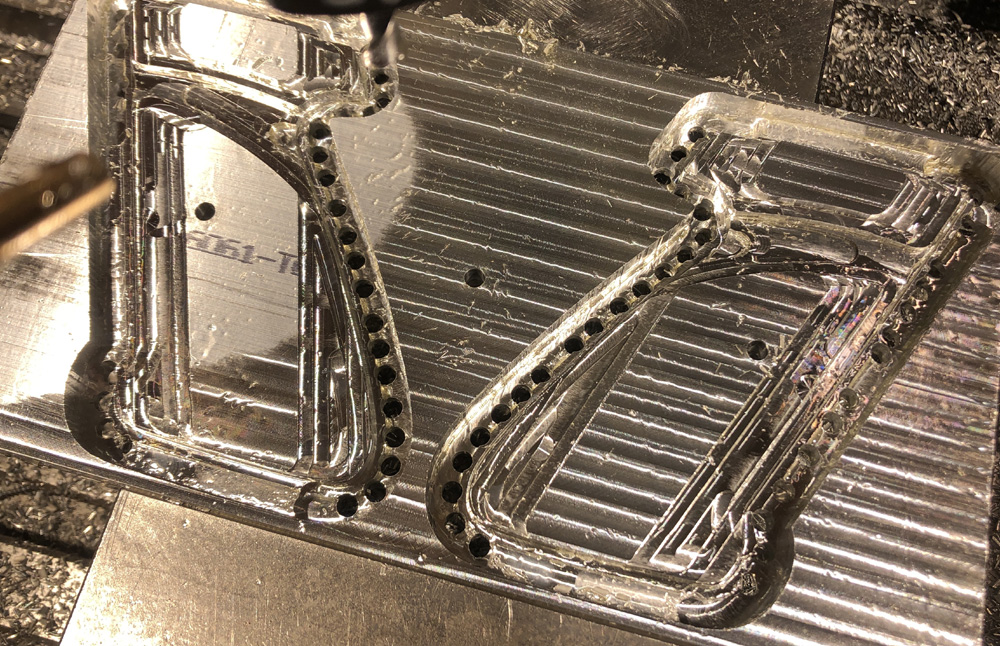
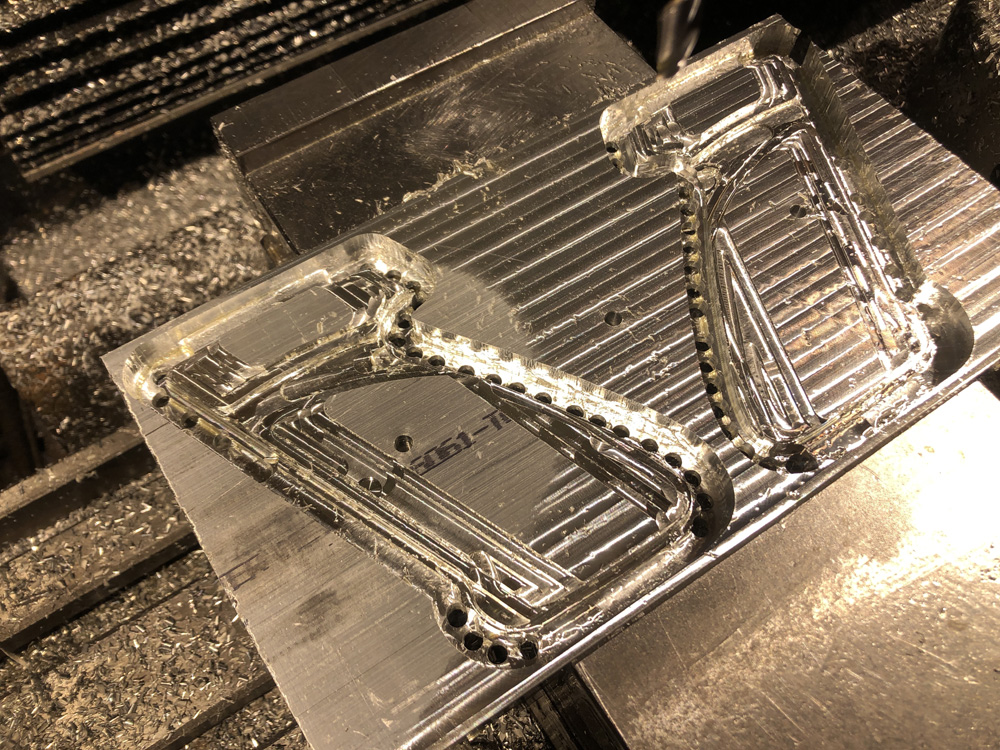
- Works best with organic shapes with lots of
little moves. Works poorly with geometric shapes. If you have an 8" square,
you're going to get one hole at each corner and that's it. The good news is,
simple shapes can be manually pilot drilled much easier than something like
the example below.
- The drill bit size you use is obviously
crucial. Go too big and you drill into the sides of your work.
- If your pencil toolpath is a finishing pass,
and you use, say, a 1/4" end mill, your drill bit should be smaller than that
or you'll have witness lines.
- If your pencil toolpath is a roughing pass,
you can use the diameter drill bit as the end mill you selected in CAM.
- There isn't much (any) error checking with
this script, so run it slow the first time.


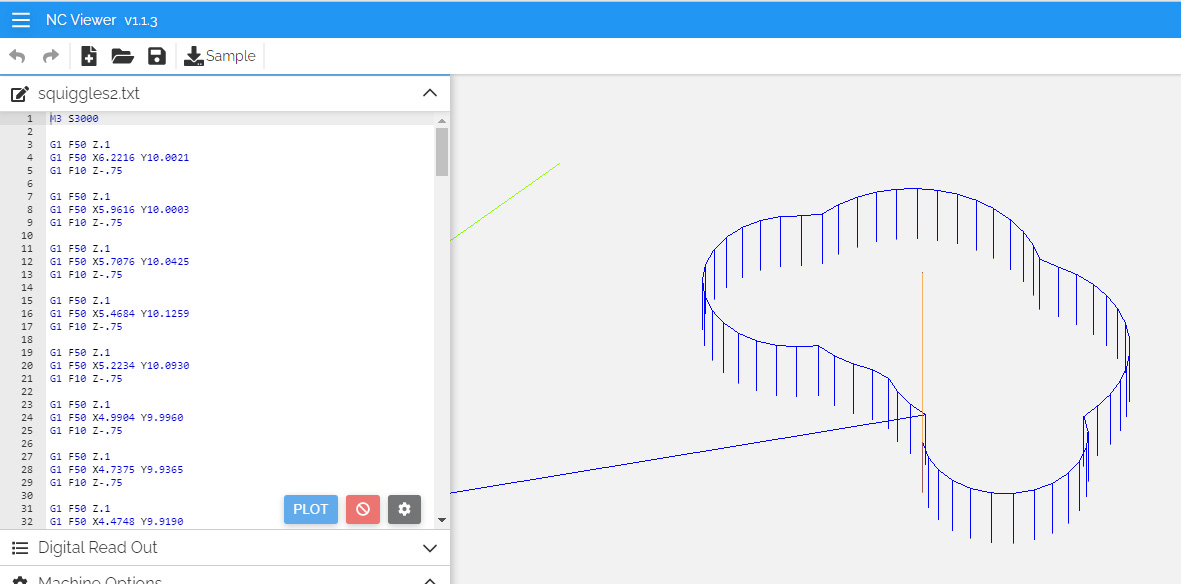
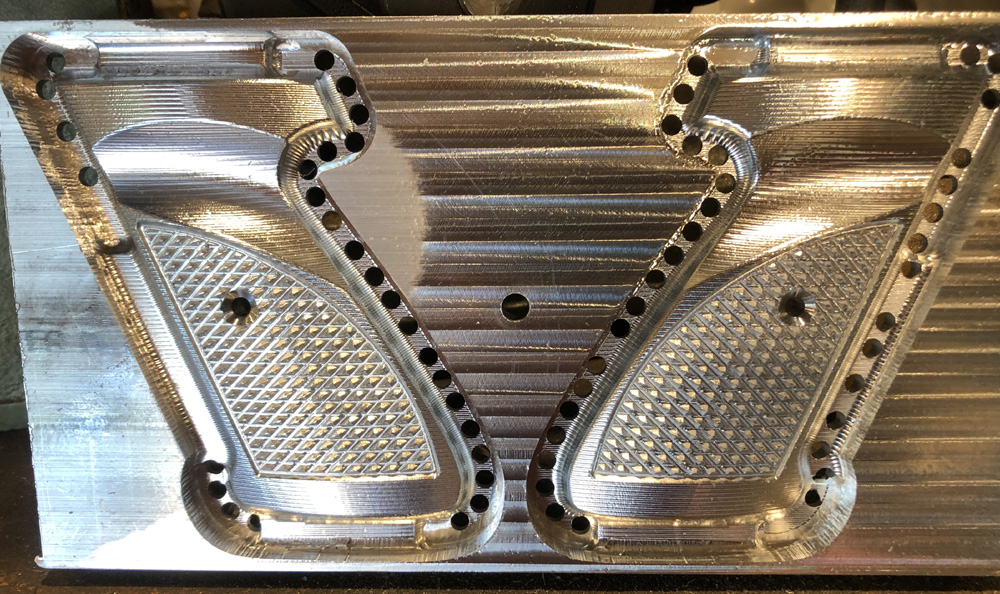
Go from this, to this.




|